Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
Kennametal a su servicio
Kennametal a su servicio
Downloaded file will be available after import in the {{cadTool}} tool library.
 Planeado
Planeado Fresado helicoidal
Fresado helicoidal Rectificado en rampa: Material en bruto
Rectificado en rampa: Material en bruto Ranurado: Placa cuadrada
Ranurado: Placa cuadrada Fresado lateral/Fresado en escuadra: Placa cuadrada
Fresado lateral/Fresado en escuadra: Placa cuadrada Fresado — Con refrigeración interna
Fresado — Con refrigeración interna Fresado — lateral y planeado
Fresado — lateral y planeado Mecanizado de alojamientos
Mecanizado de alojamientos| Grupo de materiales | Mecanizado ligero | Mecanizado | Mecanizado intensivo | |||
| P1–P2 | .E..GD | KCPM40 | .S..GD2 | KCPM40 | .E..HD2 | KCPM40 |
| P3–P4 | .E..GD | KCPM40 | .S..GD2 | KCPK30 | .E..HD2 | KCPK30 |
| P5–P6 | .E..GD | KC725M | .S..GD2 | KC725M | .E..HD2 | KC725M |
| M1–M2 | .E..LD | KC522M | .E..GD | KCSM40 | .E..HD2 | KC522M |
| M3 | .E..GD | KCSM40 | .S..GD2 | KCPM40 | .E..HD2 | KCPM40 |
| K1–K2 | .S..GD2 | KCK20B | .E..HD2 | KCK20B | .E..HD2 | KCK15 |
| K3 | .S..GD2 | KCK20B | .E..HD2 | KCK20B | .E..HD2 | KCK15 |
| N1–N2 | .F..LDJ | KC410M | .F..LDJ | KC410M | .E..LDJ | KC422M |
| N3 | .F..LDJ | KC410M | .F..LDJ | KC410M | .E..LDJ | KC422M |
| S1–S2 | .E..GD | KC725M | .S..GD2 | KC725M | .E..HD2 | KC725M |
| S3 | .E..GD | KCSM40 | .S..GD2 | KC725M | .E..HD2 | KC725M |
| S4 | .E..GD | KCSM40 | .S..GD2 | KC725M | .E..HD2 | KC522M |
| H1 | – | – | – | – | – | – |
| Mill 1-14™ • Recommended Starting Feeds [mm] | |||||||||||||||
| Geometría de plaquita | Avance inicial recomendado por diente (Fz) en relación con % de contacto radial (ae) | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .F..LDJ | 0,12 | 0,46 | 0,82 | 0,08 | 0,33 | 0,59 | 0,06 | 0,25 | 0,44 | 0,06 | 0,22 | 0,38 | 0,05 | 0,20 | 0,35 |
| .E..LDJ | 0,12 | 0,47 | 0,82 | 0,08 | 0,34 | 0,59 | 0,06 | 0,26 | 0,44 | 0,06 | 0,22 | 0,39 | 0,05 | 0,20 | 0,35 |
| .E..LD | 0,12 | 0,46 | 0,81 | 0,09 | 0,33 | 0,58 | 0,07 | 0,25 | 0,43 | 0,06 | 0,22 | 0,38 | 0,05 | 0,20 | 0,35 |
| .E..GD | 0,17 | 0,52 | 0,89 | 0,12 | 0,38 | 0,64 | 0,09 | 0,28 | 0,48 | 0,08 | 0,24 | 0,42 | 0,07 | 0,22 | 0,38 |
| .S..GE | 0,23 | 0,51 | 0,89 | 0,17 | 0,37 | 0,64 | 0,13 | 0,27 | 0,48 | 0,11 | 0,24 | 0,42 | 0,10 | 0,22 | 0,38 |
| .S..GD | 0,23 | 0,50 | 0,88 | 0,17 | 0,36 | 0,63 | 0,13 | 0,27 | 0,47 | 0,11 | 0,24 | 0,41 | 0,10 | 0,22 | 0,38 |
| .S..GD2 | 0,23 | 0,50 | 0,88 | 0,17 | 0,36 | 0,63 | 0,13 | 0,27 | 0,47 | 0,11 | 0,24 | 0,41 | 0,10 | 0,22 | 0,38 |
| .E..HD | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 |
| .E..HD2 | 0,21 | 0,59 | 0,95 | 0,15 | 0,43 | 0,68 | 0,11 | 0,32 | 0,51 | 0,10 | 0,28 | 0,44 | 0,09 | 0,25 | 0,41 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
| Mill 1-14™ • Recommended Starting Feeds [Inch] | |||||||||||||||
| Geometría de plaquita | Avance inicial recomendado por diente (Fz) en relación con % de contacto radial (ae) | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .F..LDJ | .005 | .013 | .023 | .003 | .009 | .017 | .003 | .007 | .013 | .002 | .006 | .011 | .002 | .006 | .010 |
| .E..LDJ | .005 | .017 | .028 | .003 | .012 | .020 | .003 | .009 | .015 | .002 | .008 | .013 | .002 | .007 | .012 |
| .E..LD | .005 | .016 | .028 | .004 | .012 | .020 | .003 | .009 | .015 | .002 | .008 | .013 | .002 | .007 | .012 |
| .E..GD | .007 | .019 | .032 | .005 | .013 | .023 | .004 | .010 | .017 | .003 | .009 | .015 | .003 | .008 | .014 |
| .S..GE | .009 | .020 | .032 | .007 | .014 | .023 | .005 | .011 | .017 | .004 | .009 | .015 | .004 | .009 | .014 |
| .S..GD | .009 | .020 | .032 | .007 | .014 | .023 | .005 | .011 | .017 | .004 | .009 | .015 | .004 | .009 | .014 |
| .S..GD2 | .009 | .020 | .032 | .007 | .014 | .023 | .005 | .011 | .017 | .004 | .009 | .015 | .004 | .009 | .014 |
| .E..HD | .009 | .023 | .037 | .007 | .017 | .027 | .005 | .013 | .020 | .004 | .011 | .017 | .004 | .010 | .016 |
| .E..HD2 | .008 | .023 | .037 | .006 | .017 | .027 | .004 | .013 | .020 | .004 | .011 | .017 | .004 | .010 | .016 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
| Mill 1-14™ • Recommended Starting Speed [m/min] | ||||||||||||||||||||||||||||||||
| D = Dry Machining W = Wet Machining Y = Yes N = No Y, -20% = Yes, but reduce speed by 20% | KC410M | KC422M | KC522M | KC725M | KCK15 | KCK20B | KCPK30 | KCPM40 | KCSM30 | KCSM40 | ||||||||||||||||||||||
| Grosor de viruta hex mm | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | ||||||||||||
| D | W | Velocidad de corte (m/min) | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín |
| P | ||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | 330 | 285 | 270 | 260 | 230 | 215 | – | – | – | – | – | – | 455 | 395 | 370 | 295 | 260 | 245 | 370 | 320 | 300 | 350 | 320 | 300 |
| Y | Y, -20% | 2 | – | – | – | – | – | – | 275 | 240 | 200 | 220 | 190 | 160 | – | – | – | – | – | – | 280 | 255 | 230 | 250 | 215 | 180 | 305 | 270 | 220 | 300 | 270 | 220 |
| Y | Y, -20% | 3 | – | – | – | – | – | – | 255 | 215 | 175 | 200 | 170 | 140 | – | – | – | – | – | – | 255 | 230 | 205 | 230 | 195 | 160 | 285 | 240 | 195 | 280 | 240 | 195 |
| Y | Y, -20% | 4 | – | – | – | – | – | – | 225 | 185 | 150 | 180 | 150 | 120 | – | – | – | – | – | – | 225 | 185 | 160 | 205 | 170 | 135 | 250 | 205 | 165 | 240 | 205 | 165 |
| Y | Y, -20% | 5 | – | – | – | – | – | – | 185 | 170 | 150 | 150 | 135 | 120 | – | – | – | – | – | – | 190 | 170 | 150 | 170 | 155 | 135 | 205 | 190 | 165 | 200 | 180 | 160 |
| Y | Y, -20% | 6 | – | – | – | – | – | – | 165 | 125 | 100 | 130 | 100 | 80 | – | – | – | – | – | – | 160 | 135 | 110 | 150 | 115 | 90 | 185 | 140 | 110 | 180 | 140 | 100 |
| M | ||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | 205 | 180 | 165 | 170 | 150 | 135 | – | – | – | – | – | – | 205 | 185 | 155 | 195 | 170 | 155 | 225 | 180 | 170 | 260 | 210 | 185 |
| Y | Y, -20% | 2 | – | – | – | – | – | – | 185 | 160 | 130 | 155 | 130 | 110 | – | – | – | – | – | – | 185 | 160 | 140 | 175 | 150 | 125 | 205 | 160 | 135 | 235 | 180 | 145 |
| Y | Y, -20% | 3 | – | – | – | – | – | – | 140 | 120 | 95 | 115 | 100 | 80 | – | – | – | – | – | – | 145 | 130 | 115 | 130 | 115 | 90 | 155 | 125 | 95 | 175 | 145 | 110 |
| K | ||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | 230 | 205 | 185 | – | – | – | 420 | 385 | 340 | 360 | 290 | 245 | 295 | 265 | 240 | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 2 | – | – | – | – | – | – | 180 | 160 | 150 | – | – | – | 335 | 295 | 275 | 280 | 230 | 195 | 235 | 210 | 190 | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 3 | – | – | – | – | – | – | 150 | 135 | 120 | – | – | – | 280 | 250 | 230 | 210 | 175 | 140 | 195 | 175 | 160 | – | – | – | – | – | – | – | – | – |
| N | ||||||||||||||||||||||||||||||||
| N | Y | 1 | 1215 | 1080 | 995 | 1075 | 945 | 875 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| N | Y | 2 | 1080 | 995 | 915 | 945 | 875 | 760 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| N | Y | 3 | 1080 | 995 | 915 | 945 | 875 | 760 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| S | ||||||||||||||||||||||||||||||||
| N | Y | 1 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 50 | 40 | 25 |
| N | Y | 2 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 55 | 40 | 25 |
| N | Y | 3 | – | – | – | – | – | – | 50 | 40 | 25 | 45 | 35 | 25 | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | 55 | 45 | 30 | 65 | 45 | 30 |
| N | Y | 4 | – | – | – | – | – | – | 50 | 45 | 35 | 50 | 45 | 30 | – | – | – | – | – | – | 50 | 45 | 35 | 55 | 50 | 35 | 60 | 55 | 40 | 75 | 60 | 40 |
| H | ||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | 120 | 90 | 70 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 135 | 100 | 75 | – | – | – |
| Y | Y, -20% | 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||||||||||||
| Mill 1-14™ • Recommended Starting Speeds [SFM] | ||||||||||||||||||||||||||||||||
| D = Dry Machining W = Wet Machining Y = Yes N = No Y, -20% = Yes, but reduce speed by 20% | KC410M | KC422M | KC522M | KC725M | KCK15 | KCK20B | KCPK30 | KCPM40 | KCSM30 | KCSM40 | ||||||||||||||||||||||
| Chip Thickness hex Inch | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | ||||||||||||
| D | W | Velocidad de corte | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín | Inicio | Inicio | Mín |
| P | ||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | 1085 | 935 | 885 | 855 | 755 | 705 | – | – | – | – | – | – | 1495 | 1295 | 1215 | 970 | 855 | 805 | 1215 | 1050 | 985 | 1150 | 1050 | 985 |
| Y | Y, -20% | 2 | – | – | – | – | – | – | 900 | 785 | 655 | 720 | 625 | 525 | – | – | – | – | – | – | 920 | 835 | 755 | 820 | 705 | 590 | 1000 | 885 | 720 | 985 | 885 | 720 |
| Y | Y, -20% | 3 | – | – | – | – | – | – | 835 | 705 | 575 | 655 | 560 | 460 | – | – | – | – | – | – | 835 | 755 | 675 | 755 | 640 | 525 | 935 | 785 | 640 | 920 | 785 | 640 |
| Y | Y, -20% | 4 | – | – | – | – | – | – | 740 | 605 | 490 | 590 | 490 | 395 | – | – | – | – | – | – | 740 | 605 | 525 | 675 | 560 | 445 | 820 | 675 | 540 | 785 | 675 | 540 |
| Y | Y, -20% | 5 | – | – | – | – | – | – | 605 | 560 | 490 | 490 | 445 | 395 | – | – | – | – | – | – | 625 | 560 | 490 | 560 | 510 | 445 | 675 | 625 | 540 | 655 | 590 | 525 |
| Y | Y, -20% | 6 | – | – | – | – | – | – | 540 | 410 | 330 | 425 | 330 | 260 | – | – | – | – | – | – | 525 | 445 | 360 | 490 | 375 | 295 | 605 | 460 | 360 | 590 | 460 | 330 |
| M | ||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | 675 | 590 | 540 | 560 | 490 | 445 | – | – | – | – | – | – | 675 | 605 | 510 | 640 | 560 | 510 | 740 | 590 | 560 | 855 | 690 | 605 |
| Y | Y, -20% | 2 | – | – | – | – | – | – | 605 | 525 | 425 | 510 | 425 | 360 | – | – | – | – | – | – | 605 | 525 | 460 | 575 | 490 | 410 | 675 | 525 | 445 | 770 | 590 | 475 |
| Y | Y, -20% | 3 | – | – | – | – | – | – | 460 | 395 | 310 | 375 | 330 | 260 | – | – | – | – | – | – | 475 | 425 | 375 | 425 | 375 | 295 | 510 | 410 | 310 | 575 | 475 | 360 |
| K | ||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | 755 | 675 | 605 | – | – | – | 1380 | 1265 | 1115 | 1180 | 950 | 805 | 970 | 870 | 785 | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 2 | – | – | – | – | – | – | 590 | 525 | 490 | – | – | – | 1100 | 970 | 900 | 920 | 755 | 640 | 770 | 690 | 625 | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 3 | – | – | – | – | – | – | 490 | 445 | 395 | – | – | – | 920 | 820 | 755 | 690 | 575 | 460 | 640 | 575 | 525 | – | – | – | – | – | – | – | – | – |
| N | ||||||||||||||||||||||||||||||||
| N | Y | 1 | 3985 | 3545 | 3265 | 3525 | 3100 | 2870 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| N | Y | 2 | 3545 | 3265 | 3000 | 3100 | 2870 | 2495 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| N | Y | 3 | 3545 | 3265 | 3000 | 3100 | 2870 | 2495 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| S | ||||||||||||||||||||||||||||||||
| N | Y | 1 | – | – | – | – | – | – | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 150 | 130 | 100 | 165 | 130 | 80 |
| N | Y | 2 | – | – | – | – | – | – | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 150 | 130 | 100 | 180 | 130 | 80 |
| N | Y | 3 | – | – | – | – | – | – | 165 | 130 | 80 | 150 | 115 | 80 | – | – | – | – | – | – | – | – | – | 165 | 130 | 100 | 180 | 150 | 100 | 215 | 150 | 100 |
| N | Y | 4 | – | – | – | – | – | – | 165 | 150 | 115 | 165 | 150 | 100 | – | – | – | – | – | – | 165 | 150 | 115 | 180 | 165 | 115 | 195 | 180 | 130 | 245 | 195 | 130 |
| H | ||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | 395 | 295 | 230 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 445 | 330 | 245 | – | – | – |
| Y | Y, -20% | 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||||||||||||
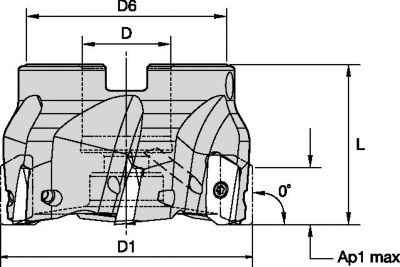
| Mill 1-14™ • Ramping Angles [mm] | |||||
| Tipo de plaquita | diámetro de corte | máx. ángulo rampa | DH min [mm] - (min hole diameter) | DH mín (diámetro de agujero mín.) | DHI mín (diámertro de agujero mín. en fondo plano) |
| Fresa 1-14 | 20 | 16˚ | 23,74 | 40 | 35,62 |
| Fresa 1-14 | 25 | 11˚ | 33,75 | 50 | 44,44 |
| Fresa 1-14 | 32 | 7˚ | 47,80 | 64 | 59,79 |
| Fresa 1-14 | 40 | 5˚ | 63,76 | 80 | 75,22 |
| Fresa 1-14 | 40 | 5˚ | 64,00 | 80 | 75,47 |
| Fresa 1-14 | 50 | 4˚ | 83,96 | 100 | 96,05 |
| Fresa 1-14 | 63 | 3˚ | 109,93 | 126 | 121,47 |
| Fresa 1-14 | 80 | 2˚ | 143,91 | 160 | 155,47 |
| Fresa 1-14 | 100 | 1˚ | 183,89 | 200 | 199,47 |
| Fresa 1-14 | 125 | 1˚ | 233,88 | 250 | 245,47 |
| Fresa 1-14 | 160 | 1˚ | 303,88 | 320 | 315,47 |
| Mill 1-14™ • Ramping Angles [inch] | |||||
| Tipo de plaquita | diámetro de corte | máx. ángulo rampa | DH min [Inch] - (min hole diameter) | DH mín (diámetro de agujero mín.) | DHI mín (diámertro de agujero mín. en fondo plano) |
| Mill 1-14 | 0.625 | 25˚ | 0.625 | 1.25 | 1.065 |
| Mill 1-14 | 0.750 | 18˚ | 0.869 | 1.50 | 1.130 |
| Mill 1-14 | 0.875 | 13˚ | 1.113 | 1.75 | 1.562 |
| Mill 1-14 | 0.970 | 11˚ | 1.300 | 1.94 | 1.752 |
| Mill 1-14 | 1.000 | 10˚ | 1.360 | 2.00 | 1.812 |
| Mill 1-14 | 1.250 | 7˚ | 1.862 | 2.50 | 2.312 |
| Mill 1-14 | 1.500 | 6˚ | 2.361 | 3.00 | 2.812 |
| Mill 1-14 | 1.250 | 7˚ | 1.873 | 2.50 | 2.322 |
| Mill 1-14 | 1.500 | 5˚ | 2.370 | 3.00 | 2.822 |
| Mill 1-14 | 2.000 | 4˚ | 3.368 | 4.00 | 3.822 |
| Mill 1-14 | 2.500 | 3˚ | 4.367 | 5.00 | 4.822 |
| Mill 1-14 | 3.000 | 2˚ | 5.366 | 6.00 | 5.822 |
| Mill 1-14 | 4.000 | 2˚ | 7.366 | 8.00 | 7.822 |
ISO catálogo
ANSI catálogo
to find similar products.Please select a file to download
Models
Product data
I have read and accepted the Terms & Conditions of use
Can’t find the file type you’re looking for?
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO catálogo | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?