Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
Kennametal à votre service
Support Clients
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteKennametal à votre service
Support Clients
Downloaded file will be available after import in the {{cadTool}} tool library.

 Drilling
Drilling Drilling: Stacked Plates
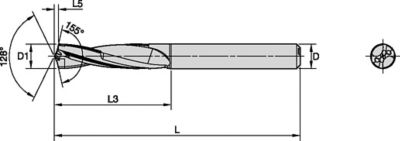
Drilling: Stacked Plates| Tolérances • Pouces | ||
| Plage de dimensions nominales | D1 tolérance k6 | D tolérance h6 |
| .0000/.0004 | .0000/-.0003 | |
| .0000/.0004 | .0000/-.0004 | |
| .0000/.0005 | .0000/-.0004 | |
| .0000/.0006 | .0000/-.0005 | |
| Tolérances • Métrique | ||
| Plage de dimensions nominales | D1 tolérance k6 | D tolérance h6 |
| 0,001/0,009 | 0,000/-0,008 | |
| 0,001/0,010 | 0,000/-0,009 | |
| 0,001/0,012 | 0,000/-0,011 | |
| 0,002/0,015 | 0,000/-0,013 | |
| Groupe Matières | Vitesse de coupe | Pouces | |||||||||||
| Plage | Avance par tour recommandée | ||||||||||||
| Mini | Valeur initiale | Maxi | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 260 | 390 | 490 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 |
| 3 | 30 | 50 | 80 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 | |
| 4 | 30 | 80 | 160 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 | |
| S | 4 | 30 | 50 | 80 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 |
| N | 1 | 330 | 750 | 890 | IPR | .005 | .006 | .007 | .008 | .011 | .013 | .015 | .017 |
| 2 | 330 | 720 | 890 | IPR | .006 | .006 | .007 | .009 | .011 | .013 | .015 | .018 | |
| 3 | 300 | 590 | 750 | IPR | .005 | .006 | .006 | .008 | .011 | .013 | .015 | .017 | |
| 4 | 300 | 430 | 660 | IPR | .004 | .005 | .006 | .006 | .007 | .008 | .009 | .011 | |
| Groupe Matières |  |  | |||||||||||
| Vitesse de coupe | Métrique | ||||||||||||
| Plage | Avance par tour recommandée | ||||||||||||
| Mini | Valeur initiale | Maxi | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/tr | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| 3 | 10 | 15 | 25 | mm/tr | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| 4 | 10 | 25 | 50 | mm/tr | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| S | 4 | 10 | 15 | 25 | mm/tr | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| N | 1 | 100 | 230 | 270 | mm/tr | 0,13 | 0,14 | 0,17 | 0,21 | 0,27 | 0,33 | 0,37 | 0,43 |
| 2 | 100 | 220 | 270 | mm/tr | 0,14 | 0,15 | 0,17 | 0,22 | 0,29 | 0,34 | 0,39 | 0,45 | |
| 3 | 90 | 180 | 230 | mm/tr | 0,13 | 0,14 | 0,16 | 0,20 | 0,28 | 0,33 | 0,38 | 0,44 | |
| 4 | 90 | 130 | 200 | mm/tr | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,24 | 0,28 | |
| Groupe Matières | |  | |||||||||||
| Vitesse de coupe | Métrique | ||||||||||||
| Plage | Avance par tour recommandée | ||||||||||||
| Mini | Valeur initiale | Maxi | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| 3 | 10 | 15 | 25 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| 4 | 10 | 25 | 50 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| S | 4 | 10 | 15 | 25 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| N | 1 | 100 | 230 | 270 | mm/r | 0,13 | 0,14 | 0,17 | 0,21 | 0,27 | 0,33 | 0,37 | 0,43 |
| 2 | 100 | 220 | 270 | mm/r | 0,14 | 0,15 | 0,17 | 0,22 | 0,29 | 0,34 | 0,39 | 0,45 | |
| 3 | 90 | 180 | 230 | mm/r | 0,13 | 0,14 | 0,16 | 0,20 | 0,28 | 0,33 | 0,38 | 0,44 | |
| 4 | 90 | 130 | 200 | mm/r | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,24 | 0,28 | |
| Groupe Matières |  |  | |||||||||||
| Vitesse de coupe | Métrique | ||||||||||||
| Plage | Vitesse d’avance (f) recommandée par diamètre | ||||||||||||
| Mini | Valeur initiale | Maxi | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 15 | 80 | 120 | mm/tr | 0,01-0,05 | 0,02-0,07 | 0,03-0,10 | 0,04-0,12 | 0,05-0,15 | 0,05-0,18 | 0,06-0,21 | 0,07-0,23 |
| 3 | 10 | 10 | 15 | mm/tr | 0,01-0,05 | 0,02-0,07 | 0,03-0,10 | 0,04-0,12 | 0,05-0,15 | 0,05-0,18 | 0,06-0,21 | 0,07-0,23 | |
| 4 | 10 | 15 | 25 | mm/tr | 0,01-0,05 | 0,02-0,07 | 0,03-0,10 | 0,04-0,12 | 0,05-0,15 | 0,05-0,18 | 0,06-0,21 | 0,07-0,23 | |
| Groupe Matières | | | |||||||||||
| Groupe Matières | Vitesse de coupe | Pouces | |||||||||||
| Plage | Vitesse d’avance (f) recommandée par diamètre | ||||||||||||
| Mini | Valeur initiale | Maxi | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 50 | 260 | 390 | IPR | .000–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 |
| 3 | 30 | 30 | 50 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| 4 | 30 | 50 | 80 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| | ||||||||||||
| Vitesse de coupe | Métrique | ||||||||||||
| Plage | Vitesse d’avance (f) recommandée par diamètre | ||||||||||||
| Groupe Matières | Mini | Valeur initiale | Maxi | 3.0 | 4.0 | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | ||
| C | 2 | 15 | 80 | 120 | mm/dev | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 |
| 3 | 10 | 10 | 15 | mm/dev | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | |
| 4 | 10 | 15 | 25 | mm/dev | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | |
| Groupe Matières | |  | |||||||||||
| Groupe Matières | Vitesse de coupe | Pouces | |||||||||||
| Plage | Vitesse d’avance (f) recommandée par diamètre | ||||||||||||
| Mini | Valeur initiale | Maxi | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 50 | 390 | 490 | IPR | .000–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 |
| 3 | 30 | 50 | 80 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| 4 | 30 | 80 | 160 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| Groupe Matières | | | |||||||||||
| Vitesse de coupe | Métrique | ||||||||||||
| Plage | Vitesse d’avance (f) recommandée par diamètre | ||||||||||||
| Mini | Valeur initiale | Maxi | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 15 | 120 | 150 | mm/tr | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 |
| 3 | 10 | 15 | 25 | mm/tr | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| 4 | 10 | 25 | 50 | mm/tr | 0,01-0,05 | 0,02-0,07 | 0,03-0,10 | 0,04-0,12 | 0,05-0,15 | 0,05-0,18 | 0,06-0,21 | 0,07-0,23 | |
| | ||||||||||||
| Vitesse de coupe | Métrique | ||||||||||||
| Plage | Vitesse d’avance (f) recommandée par diamètre | ||||||||||||
| Groupe Matières | Mini | Valeur initiale | Maxi | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| N | 1 | 120 | 230 | 450 | mm/ot. | 0.12 | 0.13 | 0.15 | 0.19 | 0.26 | 0.31 | 0.41 | 0.44 |
| 2 | 120 | 220 | 350 | mm/ot. | 0.13 | 0.14 | 0.16 | 0.20 | 0.28 | 0.33 | 0.44 | 0.48 | |
| 3 | 100 | 180 | 400 | mm/ot. | 0.13 | 0.14 | 0.16 | 0.20 | 0.28 | 0.33 | 0.44 | 0.48 | |
| 4 | 100 | 130 | 300 | mm/ot. | 0.10 | 0.12 | 0.14 | 0.16 | 0.18 | 0.20 | 0.24 | 0.28 | |
| C | 2 | 15 | 120 | 150 | mm/ot. | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 |
| 3 | 10 | 15 | 25 | mm/ot. | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | |
| 4 | 10 | 25 | 50 | mm/ot. | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | |
| Groupe Matières | Vitesse de coupe | Pouces | |||||||||
| Plage | Avance par tour recommandée | ||||||||||
| Mini | Valeur initiale | Maxi | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 260 | 390 | 490 | IPR | .001 | .002 | .002 | .002 | .002 | .003 |
| Groupe Matières | |  |  | ||||||||
| Vitesse de coupe | Métrique | ||||||||||
| Plage | Avance par tour recommandée | ||||||||||
| Mini | Valeur initiale | Maxi | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/tr | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| Groupe Matières | | | |||||||||
| Vitesse de coupe | Métrique | ||||||||||
| Plage | Avance par tour recommandée | ||||||||||
| Mini | Valeur initiale | Maxi | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 70 | 110 | 140 | mm/tr | 0.03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| Groupe Matières | Vitesse de coupe | Métrique | |||||||||
| Plage | Avance par tour recommandée | ||||||||||
| Mini | Valeur initiale | Maxi | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| S | 4 | 10 | 13 | 20 | mm/tr | 0,02–0,08 | 0,03–0,10 | 0,04–0,12 | 0,05–0,16 | 0,05–0,18 | 0,06–0,20 |
| N | 1 | 100 | 230 | 270 | mm/tr | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 100 | 220 | 270 | mm/tr | 0,14–0,23 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| 3 | 90 | 180 | 230 | mm/tr | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 | |
| 4 | 90 | 130 | 200 | mm/tr | 0,10–0,18 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| C | 2 | 70 | 110 | 140 | mm/tr | 0,03-0,10 | 0,04-0,12 | 0,05-0,15 | 0,05-0,18 | 0,06-0,21 | 0,07-0,23 |
| 3 | 10 | 13 | 20 | mm/tr | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| 4 | 10 | 20 | 40 | mm/tr | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| Groupe Matières | Vitesse de coupe | Pouces | |||||||||
| Plage | Avance par tour recommandée | ||||||||||
| Mini | Valeur initiale | Maxi | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| S | 4 | 30 | 40 | 70 | IPR | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 |
| N | 1 | 330 | 750 | 890 | IPR | .005–.009 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 |
| 2 | 330 | 720 | 890 | IPR | .006–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.017 | .013–.021 | |
| 3 | 300 | 590 | 750 | IPR | .005–.009 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 | |
| 4 | 300 | 430 | 660 | IPR | .004–.007 | .006–.011 | .008–.013 | .009–.014 | .011–.016 | .013–.019 | |
| C | 4 | 230 | 360 | 460 | IPR | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | .003-.009 |
| 4 | 30 | 40 | 70 | IPR | .001-.003 | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | |
| 4 | 30 | 70 | 130 | IPR | .001-.003 | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | |
| Groupe Matières | Vitesse de coupe | Métrique | |||||||||
| Plage | Avance par tour recommandée | ||||||||||
| Mini | Valeur initiale | Maxi | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 |
| 2 | 100 | 220 | 270 | mm/r | 0.14~0.23 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| 3 | 90 | 180 | 230 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 | |
| 4 | 90 | 130 | 200 | mm/r | 0.10~0.18 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0.03~0.10 | 0.04~0.12 | 0.05~0.15 | 0.05~0.18 | 0.06~0.21 | 0.07~0.23 |
| 3 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| 4 | 10 | 20 | 40 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| Groupe Matières | |  | |||||||||||
| Vitesse de coupe | Métrique | ||||||||||||
| Plage | Avance par tour recommandée | ||||||||||||
| Mini | Valeur initiale | Maxi | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/tr | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| 3 | 10 | 15 | 25 | mm/tr | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| 4 | 10 | 25 | 50 | mm/tr | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| Groupe Matières | Vitesse de coupe | Pouces | |||||||||||
| Plage | Avance par tour recommandée | ||||||||||||
| Mini | Valeur initiale | Maxi | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 260 | 390 | 490 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 |
| 3 | 30 | 50 | 80 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 | |
| 4 | 30 | 80 | 160 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 | |
| Groupe Matières | | | |||||||||||
| Vitesse de coupe | Métrique | ||||||||||||
| Plage | Avance par tour recommandée | ||||||||||||
| Mini | Valeur initiale | Maxi | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| 3 | 10 | 15 | 25 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| 4 | 10 | 25 | 50 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
catalogue ISO
catalogue ANSI
to find similar products.Please select a file to download
Models
Product data
I have read and accepted the Terms & Conditions of use
Can’t find the file type you’re looking for?
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | catalogue ISO | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?